

Schweißen mit dem Elektronenstrahl
Das Elektronenstrahlschweißen wird zum Verbinden metallischer Werkstoffe bei üblichen Schweißnahttiefen eingesetzt. Die sehr schlanke Nahtform mit ihren schmalen Wärmeeinflusszonen minimiert den Energieeintrag und Verzug im Gesamtbauteil drastisch. Verzugsempfindliche Teile oder Baugruppen mit hohem mechanischen Anarbeitungsgrad können mit diesem Verfahren schonend verbunden werden.
Prinzip
In einem EB-Generator werden durch Emission Elektronen erzeugt und im Vakuum durch eine Hochspannung (bis 150 kV und mehr) beschleunigt. Der Generator ist an der evakuierbaren Prozesskammer mit dem Werkstück montiert. Zum Schweißen werden die Elektronen auf die Nahtstelle fokussiert. Das Verschweißen der Teile erfolgt in der Regel ohne Zusatzmaterial.
Bedingt durch die geometrische Grundform der zu verschweißenden Bauteile unterscheidet man verschiedene Nahttypen wobei die Naht als durchgehend, unterbrochen oder als Punktschweißung erzeugt werden kann:
- Umfangsnaht
- Stirnnaht
- Naht auf ebenen Körpern
- Bogen/Freiform
Hauptanwendungsbereiche sind:
- Automotive
- Luft- und Raumfahrt
- Maschinen und Anlagenbau
- Elektroindustrie
- Wehrtechnik
- Bahntechnik
- Petrochemie
- Medizintechnik
- Forschung- und Entwicklung
- Energietechnik/Kraftwerkbau/Windenergie
- Halbzeuge
- Bergbau
Der Tiefschweißeffekt
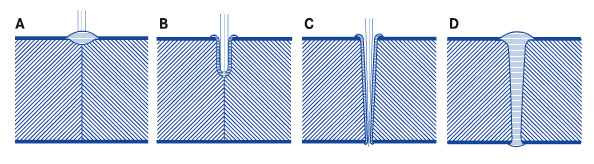
- Durch die hohe Energiedichte im Strahlfleck wird das Material geschmolzen.
- Im Zentrum verdampft Material.
- In der entstehenden Dampkapillare dringt der Strahl tiefer in das Werkstück.
- Wird das Werkstück weiterbewegt, so fließt das geschmolzene Material von der Vorderseite um die Kapillare herum und erstarrt auf der Rückseite.
PTR Elektronenstrahlschweißen
